Troredni vrtalni stroj
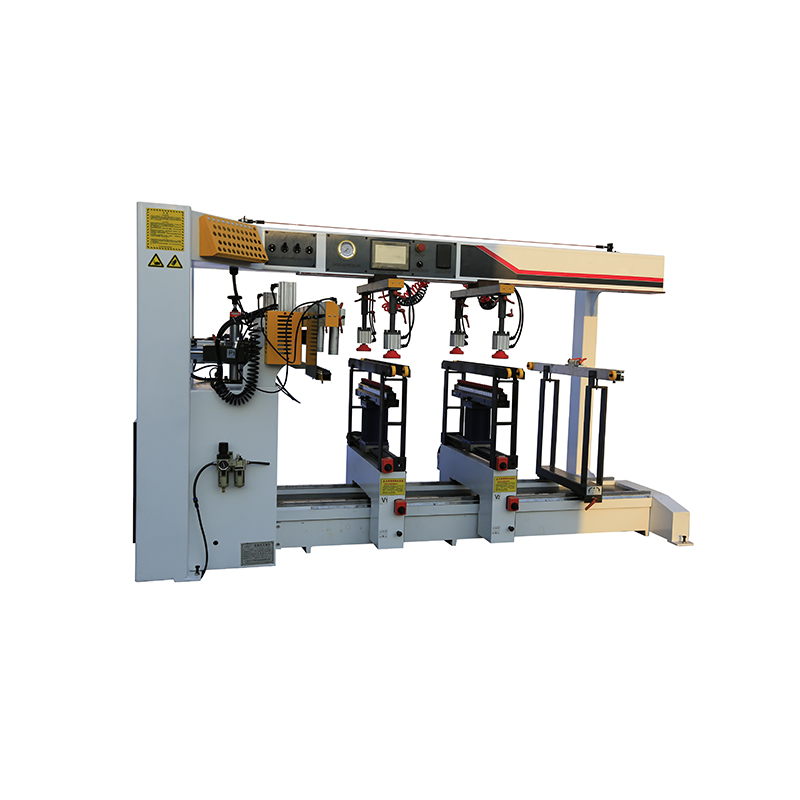
Vrtalni stroj za obdelavo lesaje stroj za obdelavo več lukenj z več svedri in lahko deluje skupaj.Obstajajo enoredni, triredni, šestredni in tako naprej.Vrtalni strojpretvori tradicionalno ročno vrstično vrtanje v mehansko dejanje, ki ga stroj samodejno dokonča.
Specifikacija:
| maks.premer lukenj | 35 mm |
| Globina izvrtanih lukenj | 0-60 mm |
| Število vreten | 21*3 |
| Sredinska razdalja med vreteni | 32 mm |
| Vrtenje vretena | 2840 vrt/min |
| Skupna velikost motorja | 4,5 kw |
| Primerna napetost | 380 v |
| Zračni tlak | 0,5-0,8 Mpa |
| Poraba plina za približno deset plošč na minuto | 20L/min Približno |
| maks.razdalja obeh vzdolžnih glav | 1850 mm |
| Višina delovne ploščadi od tal | 800 mm |
| Prevelikost | 2600x2600x1600 mm |
| Velikost pakiranja | 2700x1350x1650 mm |
| Utež | 1260 kg |
Da bi zagotovili natančnost vrtanja in kakovost izdelka, se vrtanje delov ploščatega pohištva običajno izvaja zveč vrstic vrtalnega stroja.Razmik svedrov pri večvrstnem svedru je 32 mm.Le nekaj držav uporablja drugačen modulski razmik svedrov, običajno so vodoravna ležišča svedrov razporejena v celo vrsto.Ravni vrtalni sedež je sestavljen iz dveh neodvisnih vrst sedežev.Število vrst vrtalnih sedežev zavečvrstni svedrije na splošno od 3 vrst do 12 vrst (dodatni vrtalni sedeži se lahko dodajo ob posebnih potrebah) so običajno sestavljeni iz vodoravnih vrtalnih sedežev in spodnjih navpičnih vrtalnih sedežev.Če obstajajo posebne zahteve ali je število vrst sedežev veliko, se lahko uporabijo tudi vertikalni vrtalni sedeži z zgornjo in spodnjo konfiguracijo.To mora temeljiti na proizvodnih potrebah in zahtevah glede natančnosti obdelave.Število pogostihvečvrstni vrtalni strojsedeži v proizvodnji so 3 vrste, 6 vrst itd.
Navodila za vrtalni stroj za obdelavo lesa:
1. Očistite strojno mizo pravočasno po končanem delu,
2. Očistite lesne sekance na vodilu in ob strani, da preprečite zagozditev stroja zaradi motenj sekancev.
3. Redno čistite vodilni vijak, da preprečite, da bi se tujki prilepili na vodilni vijak.Vodilni vijak je glavna prednostna naloga opreme, vpliva na natančnost stroja, vodilni vijak pa igra pomembno vlogo v procesu prenosa.
4. Redno čistite industrijsko krmilno omarico, prah je največji morilec vrtanja.
5. Odstranjevanje prahu in polnjenje olja je treba izvajati vsak teden na drsni progi vrtalne vrste.


